In the last page of "Orffyrei Poetische Apologie" (Part II, chapter 55) a special page with a special drawing appears. The first thing we notice is the wheels appearance, and then a sentence with Roman numeral letters. The roman numerals are:
Symbol Value
I 1
V 5
X 10
L 50
C 100
D 500
M 1000
We see a biblical quote where all the letters that equals a roman numeral is written in a large Roman font. This means that they have a numeric value. In this example we get: D+I+D+V+C+C+V+V+D+I = 500+1+500+5+100+100+5+5+500+1=1717 The year of publication of this book. The method is confirmed! But so what? This was published by
John Collins. He went on to speculate on the two blanks I have marked yellow.
The line say something like: So will the - - enslave you. John Collins correctly speculates that it should read "the devil", the devil will enslave you.
The whole quote say:
Bible quote: So still don`t you understand?
Besslers words: When I reveal the inside of my art, the devil will enslave you.
A pretty odd statement.
We have come to the conclusion that the reason for him to be leaving two blanks is that the value may change in regards to the task. By leaving the field blank, we may use different letters, expressions or cipher values.This means that the devil can have several two digit/letter values, and that "the devil" also can be written by two letters.
So when Orffyreus leaves blanks, he means that they can be replaced by a minimum of two letters, but also cipher values of two digits. Other blanks support this theory.
My documentation reveals all the devils values, and what individual mission they have. It also has other historical implications. It has to do with even older Alchemist and Mystics symbolism, and even a secret refference to a historical painting.
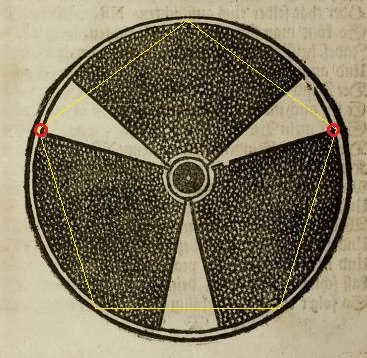
Lastly there is the wheel/figure itself. The geometry of the figure must be chosen for a reason.
John Collins has speculated that it contains a pentagon, and obviously he is right. From this point, our work take seperate paths.